[aioseo_breadcrumbs]
TIPS & HOW TO
Basics of Spraying

Carl Duguay

After the many hours spent carefully building a project, it's only natural to want to give it the best finish possible.
Unfortunately, it seems that a lot of woodworkers find the finishing phase of a project to be messy, difficult, unsatisfying and tedious.
This need not be so, as there are many excellent finishing options available, from the traditional, centuries-old finishes like milk paint, to modern high-tech film finishes. Today’s woodworker has access to some pretty advanced water-based finishes, and equally advanced tools to apply them.
Editor's Note
In the article “High Quality Finishing with HVLP” (June/July 2006, Issue #42), we looked at the basics of HVLP. In this article we discuss proper spraying techniques. Learn how to setup your own spray booth by reading “Portable Spray Booth” (June/July 2007)..
Application Choices
You have two main choices when it comes to applying a finish to your project: the age-old method of applying it by hand with either a brush or a cloth, or you can spray the finish. The two most common ways of spraying a finish are with a standard air compressor-driven gun, or with a turbine-driven HVLP system. The guns for both systems look very much alike at first glance, but that is where the similarity ends. Conventional guns operate between 40 and 60 psi (pounds per square inch) using 5-12 cfm (cubic feet of air per minute) and siphon the coating out of a cup. HVLP systems operate between 4-6 psi and deliver 110-130 cfm to the gun, with some of this being diverted to pressurize the paint cup. When the trigger is pulled, the coating is forced up the tube and out of the fluid tip. The additional air coming from the air cap at the front of the gun atomizes the stream and confines it in a fan spray pattern, resulting in more finish on the project and less in the air.
The system we use in our shop is the Turbinaire 1245GT. It offers several advantages that make this unit easy and pleasant to use. Coatings come in many different viscosities and any HVLP system must produce enough airflow to atomize the coating. To keep turbulence and overspray at a minimum there must be some way to limit the amount of air available at the gun. Many units feature an inline valve that physically reduces the amount of air flowing through the hose. One of my favourite features on the 1245GT is the electronic speed control; turning the dial will electronically vary the actual speed of the turbine to control the airflow. For most of the finishes we spray we are able to turn the turbine down to the lowest setting – at this speed it doesn’t make any more noise than a microwave.
Bleed and Non-Bleed
HVLP guns come in two configurations, bleed and non-bleed. Bleed guns continue to pass air through the gun and out the air cap when the trigger is released. When you release the trigger on a bleed type gun, all you are doing is stopping the flow of material from the pressurized cup.
Releasing the trigger on a non-bleed gun shuts off the flow of atomizing air as well. This is accomplished using a two-stage trigger. When you pull the trigger, the first stage releases the atomizing air to the air cap. At the center point there is a noticeable detent and pulling beyond this activates a second valve, which releases the material from the cup at the fluid tip into the stream of atomizing air. Either type of gun will put a great finish on your project. I prefer the non-bleed simply because it is quieter at the higher turbine speeds when I am not spraying. It also has the advantage of not causing excess turbulence which would disturb any dust in the shop.
When the air passes through the turbine it is warmed and dried, both of which are a definite advantages. There is no oil or water in the air stream to contaminate the finish. This warm, dry air will also shorten the drying time of your coating.
As it leaves the turbine, the air is quite warm and, as a result, the hose can become more pliable. As you move around it is quite easy to accidentally kink the hose, reducing the airflow. If this happens at the wrong point it can affect the quality of the finish, so it is best to add a shorter, rigid whip between the turbine and the rubber hose. At the other end, to make it easier to handle the gun, add an extra flexible whip between the hose and the gun. The reduced handling strain and added mobility are well worth it.
Safety and Ventilation
As with any shop operation, you should observe proper safety precautions and make sure you have the proper protective equipment.
Most home shops are not adequately equipped to spray oil-based finishes. Such finishes are flammable and are significant fire and explosion hazards, unless your finishing room is equipped with explosion proof lighting fixtures and ventilation equipment. You can still spray an oil based finish, but I would recommend spraying outdoors, under cover, and out of direct sun. Next to the BBQ would definitely not be a good choice! Water based finishes on the other hand are ideal for use with an HVLP system in the home shop. For the most part, water based finishes don’t burn or explode, so little extra equipment is needed to set up a spray booth. If you are using a bleed type gun, or if your unit doesn’t allow you to slow the turbine down to reduce airflow, it is wise to consider some form of hearing protection. Continuous exposure to noise in this frequency range can lead to hearing loss in the higher frequencies. Some form of eye protection is mandatory, as is a respirator fitted with the appropriate cartridges for what you are spraying. Even though these finishes are water based, they do contain resins and other chemicals that are best kept out of your lungs.
The Spraying Space
The combination of HVLP technology and the new generation of water based finishes mean that anybody can set up a spray booth in their workshop. How elaborate you wish to get is a matter of personal preference, as long as you have the basics covered. The basics come down to working room, lighting, ventilation and some method of containing the spray area.
Unless you are fortunate enough to have a dedicated finishing room, most likely you do your finishing in the same room in which you build projects. With proper planning this should not pose a major problem. You will simply need to spend a bit of time getting the area ready.
I find 36″ of unobstructed space around the project to be adequate space to work in. You can get away with less, but the risk of bumping into the project and ruining the finish increases . Remove any obstacles from this area – when you are spraying, your attention must be focused on the surface, not where you are walking. I spend an hour with the shop vacuum and clean up the entire shop. While I am preparing the finishing space I also have the ambient air cleaner running. Between the high efficiency filters in the vacuum and the air cleaner, the shop is virtually dust-free when I am ready to set up the equipment.
A well-lit workspace is important to be able to see what has been sprayed and what hasn’t. This is not as crucial when spraying a pigmented finish, but when it is your third or fourth coat of clear topcoat, it can be very hard to tell what has and has not been sprayed.
Even though you will be wearing a respirator, you must still provide sufficient ventilation to keep a fresh supply of air coming into the shop. Since water based finishes are not explosive, your ventilation equipment doesn’t have to be ‘explosion proof’, an electrical term that can be roughly translated as ‘expensive’. A simple box fan in a window blowing the air out will bring in enough fresh air through an open door. Get the largest fan, with the highest cfm that you can. One of the large 24″ box fans is ideal.
A simple spray booth, to contain any overspray is not difficult to assemble. You can make one as elaborate or as simple as you like. The basic idea is to protect the rest of the items in the shop from the overspray, and funnel the air toward the ventilation fans. Some of the more common variations I have seen include a freestanding booth made of PVC pipe, and covered in plastic, which can be disassembled when not in use. Another style consists of three framed and hinged hardboard panels, like a large room divider. When set up for use, the panels were stood in a ‘U’ shape, and a separate panel was fastened to the top to create a solid booth. Since this particular style is more substantial, it can have provisions for hanging a fan directly on the rear panel. It also allows you to hang some hooks, to hang parts, or a portable light from.
Give some thought to how you will support the items you are spraying. For something like a table you might want to drive some screws through plywood squares and set them screw-side up under each leg, to allow full access. If you are spraying a kitchen load of cabinet doors there are other things to consider. Since all sides of the door must be finished, the easiest way to handle these is by drilling the holes for the hardware, and using screws and string to hang each door.
Although you can reduce the overspray with an HVLP system, you can’t eliminate it entirely. Some of this overspray will dry in the air before it lands on a surface, and if it falls on a surface you have just sprayed, it will leave the surface rough. So, have a place to which you can move and hang the pieces where they will be out of the way once they are finished.
Setting up the System
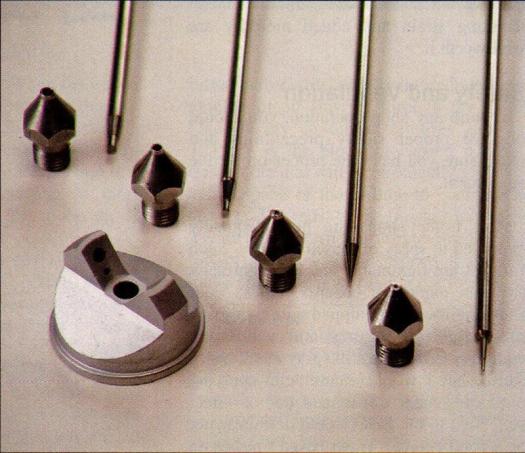
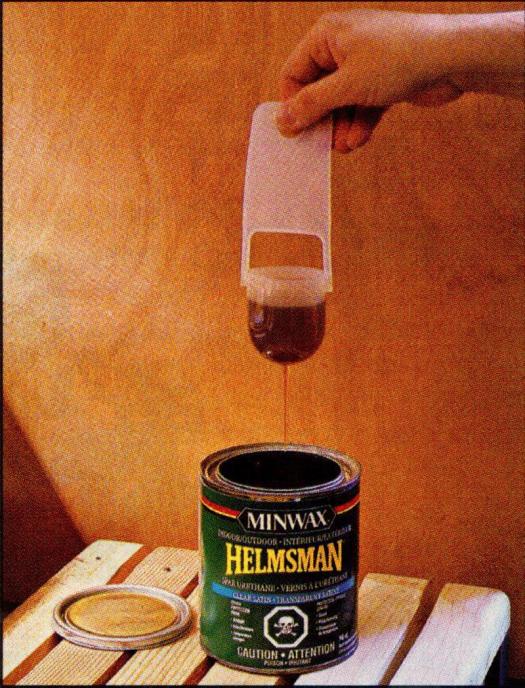
Like any tool, your HVLP system must be properly set up to perform at its peak. Set-up the turbine as far away from your spray area as practical, and preferably up-wind of your exhaust fans. This will help extend the life of the filters on the turbine. Before you begin spraying you must select the correct needle, tip and air cap size, as well as set the turbine output. To do this you have to know the viscosity of the coating you are applying (See June/July 2006, Issue#42).
Based on the results, install the needle and tip recommended and select the appropriate air cap. If you use too large an air cap for the needle/tip combo, you’ll have greater turbulence and less control, in short – overspray and wasted finish. Deciding on which air cap to use can be a bit of an exercise in trial and error: you need enough of a gap that you get the air sufficiently atomized, but not so much as to cause turbulence. You may have to experiment a bit.
Spray Technique
Before you begin spraying your project, spray a test pattern on some scrap.
Place the cap in the vertical position and spray a horizontal pattern. Hold the trigger until the finish builds up and then release the trigger. This is the only time you want to see the finish sag. How it sags will tell you how to fine-tune the gun’s settings. With the correct fan pattern established, all that is left to do is set the output from the turbine. While spraying a test piece, turn down the output to the gun as much as possible without affecting the finish or thickness of the coating.
You are now ready to begin spraying your project. Proper technique when handling the gun is an important part of achieving a perfect finish. The gun should be perpendicular to the surface at all times. This can take a bit of practice, as the natural tendency is to swing your arm in an arc. If this happens, the distance to the surface will not be constant. You will end up with excessive material build up where the gun passes closest to the surface, and poor coverage toward the edges. Always keep the gun at 90º and at a constant distance as you move it across the surface to ensure even coverage.
To establish the speed at which you should move the gun, spray one pass on a test piece. Go back and spray another, overlapping the first by 50%. Take a look at the overlapped area. If the droplets can be seen individually, then you are moving too fast. Slow down your application speed until the droplets merge and relax into a nice even film. Note this speed and use it when spraying that particular combination.
When making your spray passes over the project, always overlap them by 50%. To start a pass, aim the gun just to the side of the piece and pull the trigger to start the atomizing air flowing. Then start moving your hand across the surface. Just before the gun begins to cross over the piece, pull the trigger all the way and release the material from the tip. Keep moving across the surface and, as you leave the surface at the other end, release the trigger. Move the gun back to the first side and repeat, overlapping the first pass. Continuously spraying side to side will lead to excessive build up as the gun slows down and changes direction.
When spraying outside corners, point the center of the pattern at the corner and make a pass. Continue on the adjacent surfaces with overlapping passes. If you are spraying an inside corner, use a narrow horizontal, vertical or round pattern and make one pas to get the finish into the corner. Continue on the adjacent surface with overlapping passes.
Maintenance
Maintaining an HVLP system is not very demanding. Clean the spray gun thoroughly after each use. This isn’t a difficult task and only takes a few moments. Follow the detailed instructions that come with the equipment. As well, after each use inspect the filters on the turbine. A great deal of air passes through these filters, and they need to be kept clean to ensure your turbine continues to run in peak form. Always follow the manufacturers instructions for your unit as well as that of the material being sprayed.
Needles, tips and air cups
Viscosity cup
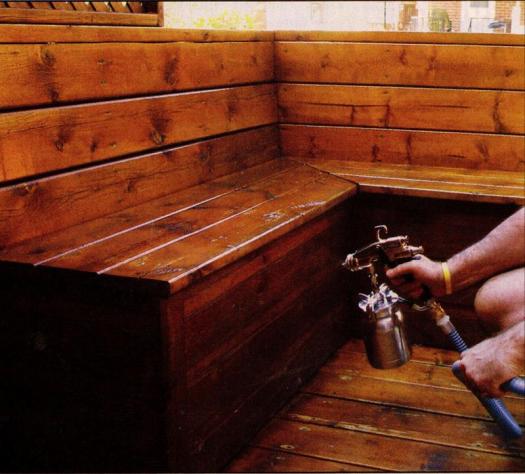
Proper spraying technique